| Author |
Message |
Godoh
Guru

Joined: 26/09/2020
Location: AustraliaPosts: 668 |
| Posted: 01:00am 16 May 2026 |
 Copy link to clipboard Copy link to clipboard |
 Print this post |
|
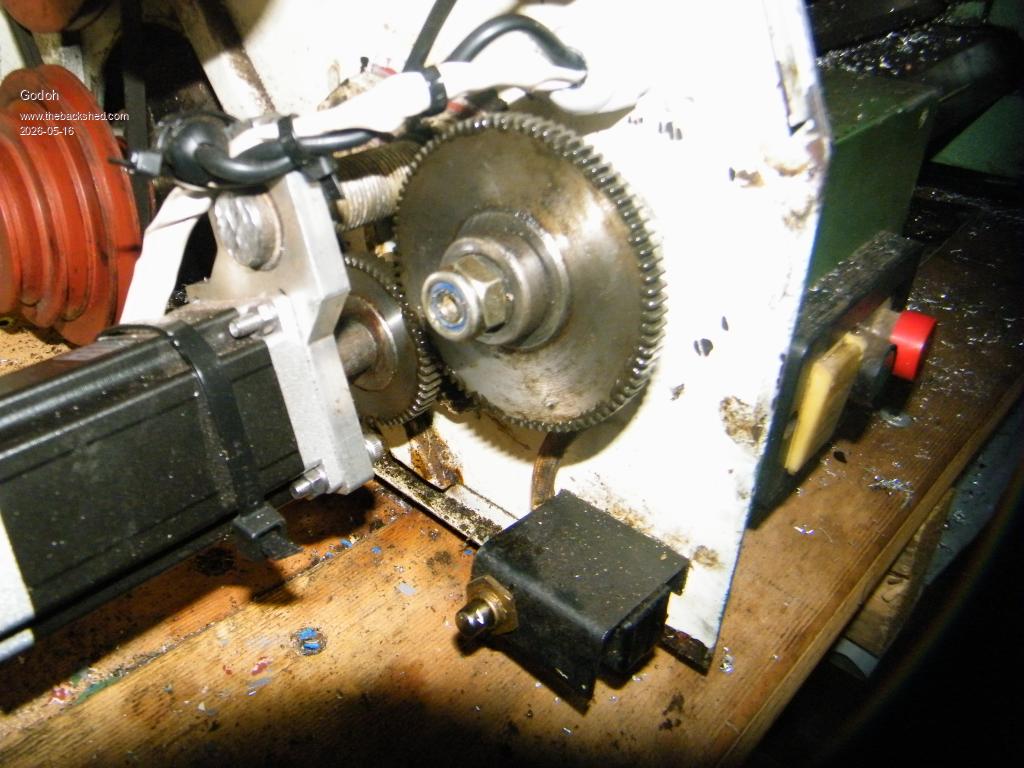
I recently fitted an electronic lead screw to my lathe. It came as a kit from China and works well.
I had to change the gearing on the stepper motor that drives the lead screw as the controller would not allow me to adjust it accurately enough.
I fitted a couple of the old gears that were in the back of the lathe to give me a 1.2 reduction from the motor to the lead screw.
Now I have it adjusted so I can cut threads on the lathe. I couldn't do that before because i was given the lathe years ago and my friend had lost the back gears, so as a lathe it was good, but thread cutting was out.
Since fitting the gears to the stepper motor and to the lead screw, i have cut some fine threads and it is working well.
But if I try to set the thread to say a 12 tpi thread, the stepper motor goes mad and doesn't seem to know what to do, it makes a terrible noise and stops itself after a short time.
I am wondering if it is picking up some stray signal that upsets it, it cuts fine threads perfectly but goes into freakout mode on coarse ones.
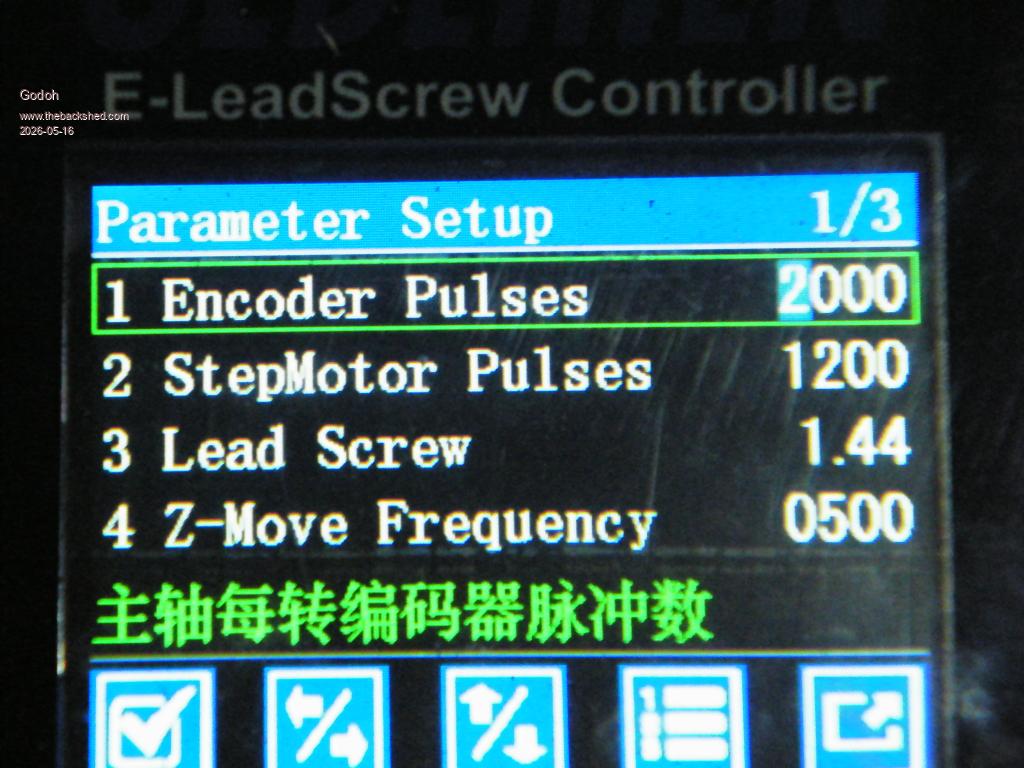
I don't have access to the controllers programming except to change settings for the lead screw movement, the pulses from the controller and how many pulses the unit measures from the encoder.
I am hoping that someone here can tell me what to do, the stepper motor ran fine on coarse thread settings when it had a toothed belt drive to the lead screw, on a 1:1 ratio. But now it has a step down 1.2:1 ratio it doesn't like it.
Thanks
Pete |
| |
Revlac

Guru
Joined: 31/12/2016
Location: AustraliaPosts: 1281 |
| Posted: 02:41am 16 May 2026 |
Copy link to clipboard |
Print this post |
|
I had some stepper motors a while back and were terrific at low speed, but would go stupid when the speed was dialed up wile others handle high speed very well, couldn't tel if its your controller or the motor, need a few more details on what you have. 
Cheers Aaron
Off The Grid |
| |
Bryan1

Guru
Joined: 22/02/2006
Location: AustraliaPosts: 2128 |
| Posted: 03:19am 16 May 2026 |
Copy link to clipboard |
Print this post |
|
I have been thinking about this for a bit now it would come down to what gearing you have from the leadscrew to the spindle as leasdscrew travel per rotation does set the pitch of the thread.
So what is the pitch of the leadscrew ?
The gearing from the leadscrew to the spindle ?
The stepper motor is it a nema and whats the step ratio and current ?
Also the controller you are using.
Now a pictures do say a 1,000 words mate so throw a few up 
Now I do have a gear table showing what gears to use for each pitch and I can take a photo if you want then you can work out the ratios need.
Regards Bryan |
| |
Godoh
Guru
Joined: 26/09/2020
Location: AustraliaPosts: 668 |
| Posted: 04:57am 16 May 2026 |
Copy link to clipboard |
Print this post |
|
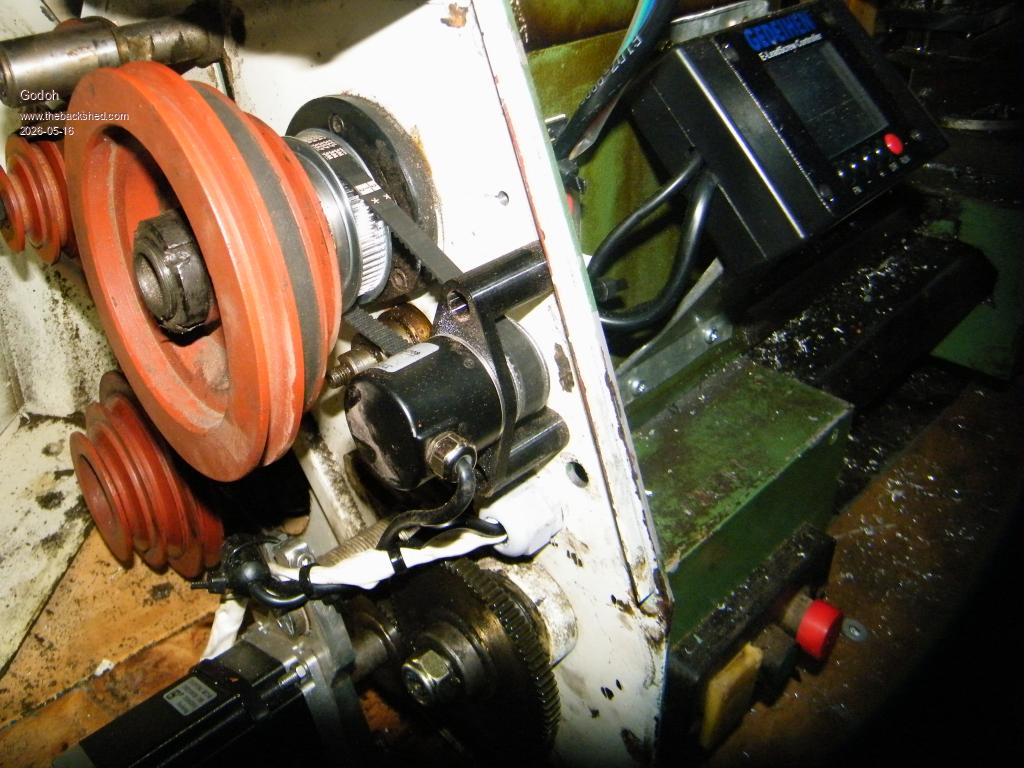
Here are some photos of the unit.
I am wondering if the stepper motor can't run fast enough to drive the lead screw at the speed required for the coarse threads.
 |
| |
Bryan1
Guru
Joined: 22/02/2006
Location: AustraliaPosts: 2128 |
| Posted: 07:16am 16 May 2026 |
Copy link to clipboard |
Print this post |
|
Ok this is the first lathe I've seen that uses an encoder for rotation position so I have to ask is that
1 Encoder pulse 2000 ' is that exactly a 360 degree rotation
2 Stepper pulse 1200 ' what is the leadscrew pitch and is it metric or imperial
3 Lead Screw 1.44 ' Please explain what figure this is
4 Z-Move Frequency 0500 ' would this be set for a screw cutting pitch
Now for a 12TPI thread each rotation will move the tool 83 thou or 2.117mm.
The leadscrew pitch still needs to be known as that dictates the travel on one rotation
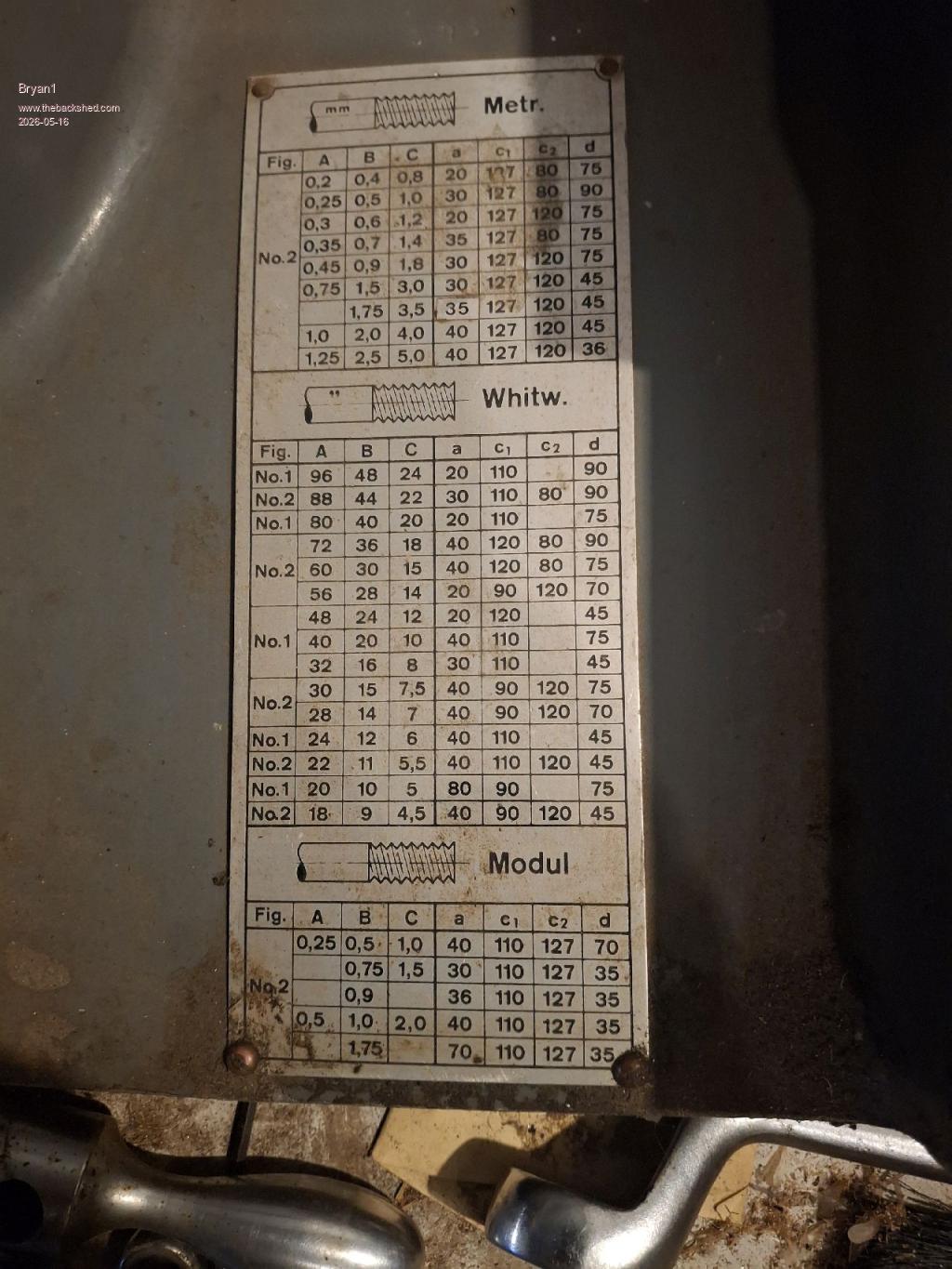
So could you give some more info mate now here is a picture of my gear tables for my Wiler Toolroom lathe
Regards Bryan |
| |
Godoh
Guru
Joined: 26/09/2020
Location: AustraliaPosts: 668 |
| Posted: 07:28am 16 May 2026 |
Copy link to clipboard |
Print this post |
|
Hello Bryan, thanks for the reply
So the encoder pulse was set that way when I got the gear. The kit came with toothed belts and pulleys and the setup was already programmed in.
I did check the rotation and yes as best as I can see the chuck is reading right for a 360 degree rotation on the degree setting.
Now I am totally new to all this stuff, so how do I measure the lead screw pitch ?
The stepper pulse on the controller was already set at the 1200 setting so I have just left it that way
I am fairly sure the lathe is metric, but there are adjustments on the controller to cut metric, imperial or custom threads. I have cut some 28 tpi threads with it and they appear to be pretty good.
The lead screw setting is the one I have changed to get the tool carriage to move the correct distance when I run the machine. I tried heaps of settings up and down until I got the one that moved the tool carriage the right distance. So the 1.44 setting for the lead screw is the one that lets me cut threads and machine automatically accurately.
This is the first time I have ever played with stepper motors, and I know nothing about them.
I can measure the lead screw pitch but am not sure if I need to measure the gap between the screws or what.
Thanks
Pete |
| |
Bryan1
Guru
Joined: 22/02/2006
Location: AustraliaPosts: 2128 |
| Posted: 07:44am 16 May 2026 |
Copy link to clipboard |
Print this post |
|
OK Pete grab your vernier or just a 6" rule and measure the amount of threads in 1" this will give you the TPI of the leadscrew and if the count doesn't come out right it's metric leadscrew so measure from one tooth to the next which will give you the metric pitch.
Mate I'm an old school heavy machinist where I used to think the bigger machine was the best as when the old guy's died out I would be still in tune but sadly the heavy machining died in this country along with the old guy's.
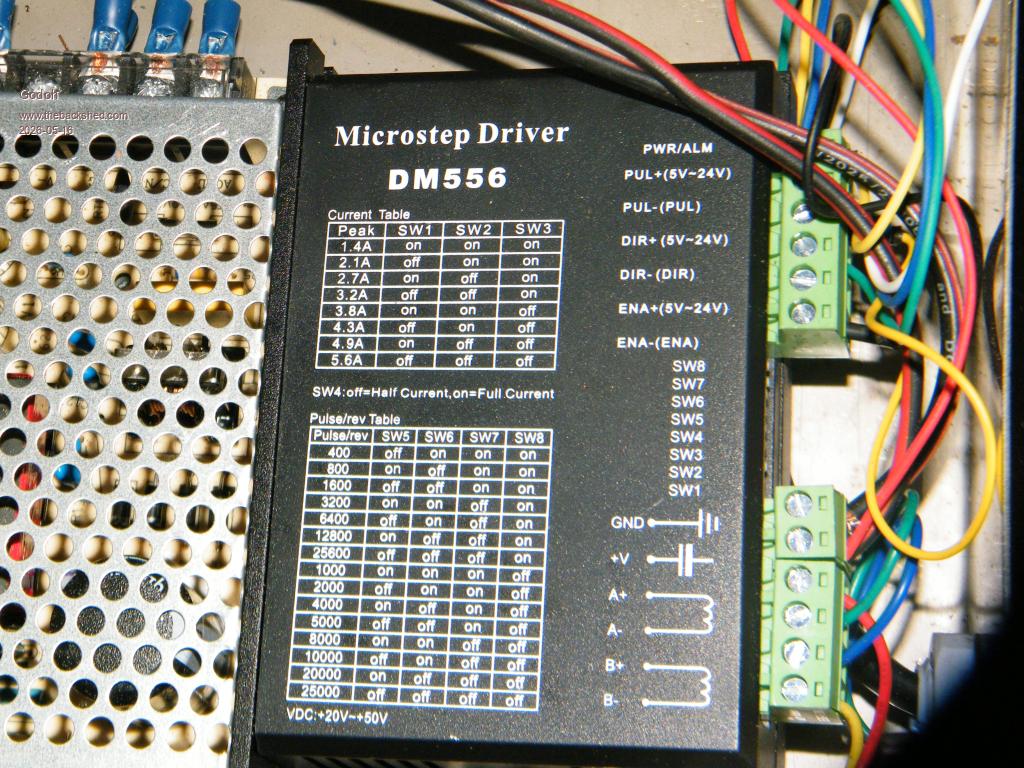
Now as you have a 1:2 gear ratio driving the leadscrew it's double the pulses for one rotation so what is the DM556 settings as I did find when I tested the Y axis on my surface grinder it did hammer so by raising the current on the first 3 switch's where 2.7 amps with switch 4 off did reduce the holding current from a amp to 300mA and got the stepper working nice.
You have that Ching controller that just needs the right info now with setting the DM556 up to give the stepper current needed should solve your problem.
Whereas with my surface grinder project just over the I2C hurdle has wasted another day
Regards Bryan
Edited 2026-05-16 17:46 by Bryan1 |
| |
Godoh
Guru
Joined: 26/09/2020
Location: AustraliaPosts: 668 |
| Posted: 08:27am 16 May 2026 |
Copy link to clipboard |
Print this post |
|
Hi Bryan it appears to be metric.
The measurement from the centre of one tooth to the centre of the next is 3mm
The gap between the teeth is 1.4mm
The ratio of the gearing I have driving the lead screw is 1 to 1.2
so 70 teeth on the stepper motor and 84 teeth on the lead screw
Hammering as you describe it is what it sounds like on coarse thread settings.
Thanks for the information on the current settings, I will try that in the morning and see how it goes.
I hope your surface grinder project gets sorted soon, good luck and thankyou for your help
Pete |
| |
Godoh
Guru
Joined: 26/09/2020
Location: AustraliaPosts: 668 |
| Posted: 08:48am 16 May 2026 |
Copy link to clipboard |
Print this post |
|
Hi Bryan the DM 556 setting is for 2000 pulses at the moment.
I worked for a couple of years at the Garden Island Dockyard in Sydney. They had some massive machines.
One lathe was big enough to machine propellor shafts for the ships.
It had a set of steps so the machinist could cross over the machine to the other side when they needed to.
I wired in the power supply for the first CNC lathe that they installed. It was amazing to see it work. I didn't think a lathe could take such big cuts.
I will try raising the current in the morning and see how it goes.
thanks again
Pete |
| |
Bryan1
Guru
Joined: 22/02/2006
Location: AustraliaPosts: 2128 |
| Posted: 09:04am 16 May 2026 |
Copy link to clipboard |
Print this post |
|
Garden island or Cockatoo island Pete as that is where I started in 1983 where thry did send me to TAFE so yes I'm a qualified Draftsman too. They put me on afternoon shift and as I lived in the "Gong" getting a connected train meant I had a long day and I did ask to go back on day shift but after 2 months got no reply. Had one argument and called a Balmain water taxi and spent a week with the locals.
Now they kept paying me and if I kept my mouth shut I would of gotten a golden handshake when Cockatoo Dockyard closed but silly me rang them up and told them I don't work for them anymore.
Ok mate Now all you may need to is move the first 3 switch's to set the current and leave switch 4 off to reduce the holding current.
Now a 3mm pitch on a small metric lathe does sound right so each revolution is 3mm on the tool.
Regards Bryan
Edited 2026-05-16 19:05 by Bryan1 |
| |
Godoh
Guru
Joined: 26/09/2020
Location: AustraliaPosts: 668 |
| Posted: 09:31am 16 May 2026 |
Copy link to clipboard |
Print this post |
|
Hi Bryan, I worked on Garden Island as a plant maintenance electrician.
It was a great place to learn stuff but having to work incredibly slow got boring after a couple of years. I got into trouble with some of the old timers for fixing stuff too fast and they told me to slow down.
So I used to get the schematics of every machine I worked on, then take an apprentice with me and sit down until lunch time and work out what the machine should do, then after lunch we would fix it.
I enjoyed teaching young folk to think, and they seemed to like coming along with me, so much so that as they rotated through the sections each new apprentice would come and ask me if they could work with me.
There were a lot of folk there who were there to retire and were hopeless at their job, so the apprentices wanted to work with tradesmen who would teach them.
I spent most of my young years messing around in boats on Sydney harbour. Went past Cockatoo docks every time I went from Meadowbank where I launched the boat up the harbour to camp on one of the beaches for the weekend. |
| |
Bryan1
Guru
Joined: 22/02/2006
Location: AustraliaPosts: 2128 |
| Posted: 10:09am 16 May 2026 |
Copy link to clipboard |
Print this post |
|
Pete I first worked on the Oberon Sub's and as I'm small bloke they threw me in all the small sections anyway I had had had enough so told the foreman I quit he said to me go talk with the supervisor in the machine shop.
Well I went and saw him where he gave me a drawing and said do this on a horizontal borer, now as I looked at the drawing I didn't see a reference point to to draw too. So
gave him a reference point to use then I got told I got the job and the foreman needs a talking too.
So my babies were 3 machines where I refreshed the bores on the ferry props, now as they were a tapered bore a 3 thou cut was enough to reform the bore but 4 cuts were need to get a polished bore.
Then I got thrown into the heavy section where the job weighed 360 ton and we had to put a 150mm bore thru dead centre so we used a high speed tool ground in the grinding section and had a 15 metre floating shaft with a 1/2 thou cut doing 2 rpm. It was a joy to do this job which got me this old school mentality.
Then this old guy came over and showed some turbines on the wall saying they are 3 times the size and I'm here to teach you how to make them. Now hammering copper wedges. and turn the turbine to keep balance is an art I learned
Now when I lost that guy as he died I did think with what I learned could go further but sadly what I learned stayed there as I had to sign a clause.
I've only been to Tasi once and yes it was thru Launsestion and if I knew you back then I would of called in.
Regards Bryan |
| |
Godoh
Guru
Joined: 26/09/2020
Location: AustraliaPosts: 668 |
| Posted: 12:11am 17 May 2026 |
Copy link to clipboard |
Print this post |
|
Hi Bryan, thanks for the tips, I upped the current from the stepper controller and at first it worked, then it went into freakout mode again.
I worked out that I was trying to run the spindle too fast and it was causing a mis match.
I put the machine onto the slowest spindle speed and then it worked fine.
I am fairly green when it comes to making stuff on the lathe, so it is a bit of a learning curve doing threads, but i am really enjoying it.
I guess that these days CNC machines are taking over most of the work that the "old guys" used to do. But there are still folk about who are in the know and it is great value to have them to talk to.
Have fun with your projects
thanks again
Pete |
| |
poida

Guru
Joined: 02/02/2017
Location: AustraliaPosts: 1478 |
| Posted: 07:13am 17 May 2026 |
Copy link to clipboard |
Print this post |
|
I have not read all of the above but can you tell me what current setting
you have with the stepper drive?
depending on the position of SW1, SW2 and SW3 you set the current.
if the current is too low, it won't run fast or pull high loads,
it will just whine and think it's going somewhere (sounds like some
people I have shared a car trip with)
See what is said on the motor, as far as max current is specified.
then set the switches to that or maybe 1/3 more.
I have built about 5 machines that use steppers in the past.
They feel no pain if you give them a bit more current.
The drive says it's good from 20 to 50V DC. Obviously running near
50V will give you the best chance to drive a difficult load.
what voltage is supplied to the stepper drive?
(I have a few of these here at work and they have been reliable in my
use cases)
wronger than a phone book full of wrong phone numbers |
| |
Godoh
Guru
Joined: 26/09/2020
Location: AustraliaPosts: 668 |
| Posted: 09:10am 17 May 2026 |
Copy link to clipboard |
Print this post |
|
Hi Poida the stepper controller was set for 4.3 amps when it arrived, it is a kit from aliexpress that has all the parts to automate the lead screw.
The gearing was wrong from the stepper motor to the lead screw for my lathe so I removed the pulleys and belt and have used gears instead.
I don't know what voltage is being sent to the motor as I haven't measured it.
It turned out that the problem I was having was I was using too fast a spindle speed for coarse threads and the controller didn't like it. The motor was hammering and not running well .
I tried with the spindle speed lower and it works great. So the encoder must be telling the control panel that the speed is wrong for that threading pitch.
Anyway it is working great now and I have fine tuned the travel so that the threading is accurate. I did some 28tpi threads today and they are spot on.
It is great to be able to use the lathe for threading now. I was given it and the fellow who gave it to me lost the back gears, so an electronic lead screw was the answer.
thanks for the help. I did up the current setting to 5.6 amps but tomorrow I will put it back down. There is no current rating on the nameplate of the motor. They are basically chinese compies of NEMA stepper motors.
cheers
Pete |
| |
